
টেক্সটাইল বুনন জ্ঞান: হেডল বুনন
2025-12-12

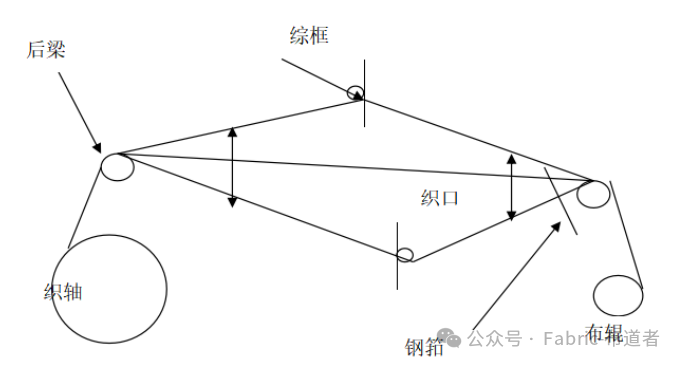
দ্য টানা থ্রেডিং প্রক্রিয়া হল a গুরুত্বপূর্ণ ধাপ ভিতরে দ্য বয়ন প্রস্তুতি, ঘটছে পরে দ্য টানা সুতা হয় ইনস্টল করা হয়েছে উপর দ্য টানা রশ্মি এবং আগে বয়ন শুরু হয় উপর দ্য তাঁত. এর প্রধান কাজ হল থেকে গাইড দ্য টানা সুতা, এক দ্বারা এক, মাধ্যমে উপাদান যেমন যেমন দ্য থামো টানা প্যাড, হেলাফেলা করে, এবং খাগড়া, অনুসারে থেকে দ্য ফ্যাব্রিক গঠন নকশা. দ্য থামো টানা প্যাড নিয়ন্ত্রণ দ্য শুরু এবং থামানো পদ এর দ্য টানা সুতা, দ্য হেলাফেলা করে সমর্থন এবং গাইড দ্য টানা সুতা, এবং দ্য খাগড়া পরিবেশন করে যেমন দ্য ভিত্তি জন্য দ্য ইন্টারলেসিং এর দ্য টানা এবং তাঁত সুতা. দ্য নির্ভুলতা এর দ্য টানা থ্রেডিং সরাসরি প্রভাবিত করে দ্য গঠন এর দ্য ফ্যাব্রিক গঠন, দ্য উপস্থাপনা এর দ্য প্যাটার্ন, এবং দ্য মসৃণ অগ্রগতি এর দ্য বয়ন প্রক্রিয়া.

সংজ্ঞা এর হাতল দেওয়া থ্রেডিং: এই প্রক্রিয়া জড়িত উত্তীর্ণ প্রতিটি টানা সুতা মাধ্যমে দ্য থামো বার, দ্য হাতল দেওয়া চোখ, এবং দ্য খাগড়া দাঁত, প্রস্তুতি নিচ্ছে a দৈর্ঘ্য এর টানা সুতা যথেষ্ট জন্য দ্য যন্ত্র থেকে পৌঁছানো দ্য সামনের দিকে.
হেডল থ্রেডিং পদ্ধতি: ম্যানুয়াল অপারেশন অথবা স্বয়ংক্রিয় অপারেশন সঙ্গে a হাতল দেওয়া থ্রেডিং যন্ত্র, স্বয়ংক্রিয়ভাবে জোড়া লাগানো টানা থ্রেড.

ম্যানুয়াল হাতল দেওয়া থ্রেডিং ধাপ:
1. স্থানান্তর দ্য টানা সুতা থেকে দ্য বয়ন রশ্মি থেকে দ্য হাতল দেওয়া থ্রেডিং ফ্রেম এবং ক্ল্যাম্প তাদের নিরাপদে.
2. থ্রেড দ্য থামো টানা (যদি উপলব্ধ, ব্যবহার একটি স্বয়ংক্রিয় থামো টানা থ্রেডিং যন্ত্র).
3. থ্রেড দ্য হেলাফেলা করে অনুসারে থেকে দ্য প্রয়োজনীয় ক্রম ভিতরে দ্য প্রক্রিয়া নকশা.
4. ঢোকান দ্য খাগড়া অনুসারে থেকে দ্য সন্নিবেশ গণনা.
অসুবিধাগুলি: প্রবণ থেকে ত্রুটি, উচ্চ ম্যানুয়াল শ্রম তীব্রতা, ধীর গতি. প্রতিটি ব্যক্তি করতে পারেন সুতো প্রায় 1000 সুতা প্রতি ঘন্টা দ্বারা হাত, এবং এটা সাধারণত লাগে 2-3 দিনগুলি থেকে সম্পূর্ণ এক টানা রশ্মি.
স্বয়ংক্রিয় হাতল দেওয়া থ্রেডিং ধাপ:
1. অনুসারে থেকে দ্য ফ্যাব্রিক প্রক্রিয়া, দ্য টানা সুতা হয় সাজানো এবং তারপর পৃথক ব্যবহার করে a কাটা যন্ত্র.
2. দ্য টানা সুতা হয় লোড করা উপর দ্য স্বয়ংক্রিয় হাতল দেওয়া থ্রেডিং যন্ত্র's ফ্রেম.
3. দ্য হেলাফেলা করে এবং থামো টানা টুকরো হয় লোড করা.
4. দ্য ব্যবস্থা এর দ্য হেলাফেলা করে এবং থামো টানা টুকরো হল প্রবেশ করেছে মধ্যে দ্য কম্পিউটার.
5. অপারেশন.
সুবিধাদি: উচ্চ গতি, কম ত্রুটি হার, উচ্চ আউটপুট (প্রায় 100,000 টানা সুতা/দিন).
স্বয়ংক্রিয় টানা জোড়া লাগানো ধাপ:
1. ক্ল্যাম্প এবং ব্যবস্থা করা দ্য সুতা উপর দ্য বয়ন রশ্মি ব্যবহার করে দ্য ক্ল্যাম্প এর দ্য স্বয়ংক্রিয় টানা জোড়া লাগানো যন্ত্র.
2. ক্ল্যাম্প এবং ব্যবস্থা করা দ্য সুতা উপর দ্য বয়ন রশ্মি থেকে থাকা জোড়া লাগানো ব্যবহার করে দ্য ক্ল্যাম্প এর দ্য স্বয়ংক্রিয় টানা জোড়া লাগানো যন্ত্র.
3. স্থান দ্য সুতা উপর দ্য টানা জোড়া লাগানো যন্ত্র ফ্রেম এবং চিরুনি এটা সঙ্গে a ধাতু চিরুনি পর্যন্ত এটা হল সমান্তরাল.
4. শুরু করুন দ্য যন্ত্র এবং শুরু করা জোড়া লাগানো.
সুবিধাদি: উচ্চ গতি, উচ্চ ধারণক্ষমতা, করতে পারেন থাকা শুরু সরাসরি, হ্রাস করে দ্য রশ্মি বোঝাই প্রক্রিয়া. অসুবিধাগুলি: অনেক বিধিনিষেধ, প্রয়োজন নির্দিষ্ট খাগড়া সংখ্যা, হাতল দেওয়া তার অর্ডার, এবং মোট টানা দৈর্ঘ্য জন্য উভয়ই জাত.
প্রধান উপাদান এর হাতল দেওয়া তৈরি: হাতল দেওয়া ফ্রেম, খাগড়া, থামো-টানা টুকরো.
1. এর বিবরণ; হিল্ড ফ্রেম: দ্য আরোগ্যপ্রাপ্ত ফ্রেম গঠিত এর আরোগ্যপ্রাপ্ত তার, a আরোগ্যপ্রাপ্ত ফ্রেম, এবং a আরোগ্যপ্রাপ্ত রড.
2. রিড: দ্য খাগড়া নির্ধারণ করে দ্য টানা ঘনত্ব এর দ্য ফ্যাব্রিক, নির্দেশ দেয় দ্য তাঁত সুতা দিকে দ্য চালা, এবং এছাড়াও পরিবেশন করে যেমন a গাইড জন্য দ্য শাটল যেমন এটা পাস মাধ্যমে দ্য চালা. দ্য ঘনত্ব এর দ্য খাগড়া দাঁত হল সাধারণত প্রকাশ করা ভিতরে খাগড়া সংখ্যা, কোনটি হল দ্য সংখ্যা এর খাগড়া দাঁত প্রতি 10cm. ইম্পেরিয়াল খাগড়া সংখ্যা হয় প্রকাশ করা যেমন দ্য সংখ্যা এর খাগড়া দাঁত প্রতি দুই ইঞ্চি (1 ইঞ্চি = 2.54cm).
3. থামো পত্রক: দ্য থামো শীট হল a চাবি উপাদান এর দ্য তাঁত's থামো যন্ত্র. এর ফাংশন হল থেকে অবিলম্বে থামো দ্য তাঁত কখন a টানা সুতা বিরতি, এর মাধ্যমে উন্নতি পণ্য গুণমান এবং শ্রম উৎপাদনশীলতা. দ্য অনুমোদিত ঘনত্ব এর দ্য থামো শীট উপর দ্য থামো বার হল সম্পর্কিত থেকে দ্য টানা গণনা. উচ্চতর সুতা গণনা করে এবং সূক্ষ্মতর ব্যাস অনুমতি দিন জন্য a উচ্চতর ঘনত্ব এবং পাতলা থামো চাদর; নিম্ন সুতা গণনা করে এবং রুক্ষ ব্যাস প্রয়োজন a নিম্ন ঘনত্ব এবং পাতলা থামো চাদর. (সেখানে হয় দুই প্রকারভেদ এর মেনোপজ প্যাড: খোলা এবং বন্ধ.)
সেখানে হয় তিন উপায় থেকে সুতো মেনোপজ প্যাড: থ্রেডিং তাদের ভিতরে ক্রম (1, 2, 3, 4), থ্রেডিং তাদের ভিতরে a উড়ন্ত গতি (1, 3, 2, 4), এবং থ্রেডিং তাদের ভিতরে ওভারল্যাপিং নিদর্শন (1, 1, 2, 2, 3, 3, 4, 4).
সাধারণত ব্যবহৃত হাতল দেওয়া থ্রেডিং পদ্ধতি: এর বিবরণ;
এগিয়ে যান থ্রেডিং পদ্ধতি: থ্রেড দ্য হাতল দেওয়া মধ্যে প্রতিটি হাতল দেওয়া ফ্রেম ভিতরে ক্রম অনুসারে থেকে দ্য টানা সুতা. উপযুক্ত জন্য সহজ বুনন এবং ছোট নকশা করা কাপড়. এটা হল সহজ থেকে পরিচালনা করা কিন্তু দ্য হাতল দেওয়া ফ্রেম ব্যবহার হার হল কম.

উড়ন্ত মাধ্যমে পদ্ধতি: দ্য টানা সুতা এড়িয়ে যাও মাধ্যমে দ্য হাতল দেওয়া ফ্রেম এ অন্তর. এই পদ্ধতি হল উপযুক্ত জন্য উচ্চ-ঘনত্ব কাপড় এবং করতে পারেন কমানো দ্য বোঝা উপর দ্য হাতল দেওয়া ফ্রেম.

বিভাগীয় বয়ন পদ্ধতি: কখন দ্য ফ্যাব্রিক ধারণ করে টানা সুতা এর ভিন্ন কাঠামো অথবা বৈশিষ্ট্য (যেমন যেমন স্থল বুনন এবং প্যাটার্ন), দ্য আরোগ্যপ্রাপ্ত ফ্রেম উচিত থাকা বিভক্ত মধ্যে সামনের দিকে এবং পিছনে বিভাগ, এবং দ্য টানা সুতা যে বোনা ঘন ঘন উচিত থাকা জীর্ণ ভিতরে দ্য সামনের দিকে বিভাগ.

অনুসরণ করা হচ্ছে দ্য প্যাটার্ন (সঞ্চয় হাতল দেওয়া সেলাই): ওয়ার্প সুতা সঙ্গে দ্য একই উদীয়মান এবং পতনশীল প্যাটার্ন হয় সেলাই করা মধ্যে দ্য একই হাতল দেওয়া ফ্রেম, সঞ্চয় দ্য সংখ্যা এর হাতল দেওয়া ফ্রেম এবং উপযুক্ত জন্য জটিল নিদর্শন.

খবর
গরম খবর


Contact Us
-
ফোন:+86-519-83388368、86-13775633505
-
ফ্যাক্স:+86-519-83388368
-
ইমেইল:admin@yongxushengmachine.com